Ein Produkt sollte dem Benutzer ein Gefühl von Kompetenz geben.
Unsere Produkte
Wir versuchen stets erneut, unseren Kunden ein Gefühl von Motivation zu
geben, wenn sie eines unserer Produkte erwarten, bekommen und dann zum
Einsatz bringen.Wir möchten Ihnen bei Ihrer täglichen Arbeit Unterstützung bieten. Wir haben uns darauf spezialisiert, Einheiten zu entwickeln, die es zum Zeitpunkt des jeweiligen Projekts noch nicht in ausgereifter Form gibt oder, wenn es erhältlich ist, unnötig hohe Kosten verursachen würde.
Es gibt unzählige, wirklich gute Produkte auf dem Markt und trotzdem findet sich immer wieder etwas, das es nicht gibt respektive einfach nicht so ist, wie es sein könnte.
Unser Hintergrund ist das Entwickeln und Bauen von linearen Verarbeitungs-Strassen für die Kabelverarbeitung, zum grossen Teil für die Automobil-Industrie. Wenn man dieses Gebiet einmal beherrscht, hat man gelernt, dass nur ein kompromisslos diszipliniertes Vorgehen zum Ziel führt.
Somit kann man sagen, wir hätten den Maschinenbau auf die harte Tour gelernt. Wir hatten in der Vergangenheit viele unterschiedliche Lösungsansätze ausprobiert und wir müssen offen zugeben, dass wir gewiss nicht immer stolz auf das Resultat waren.
Wir kamen aber an einen Punkt wo der eine Faktor isoliert werden konnte, der entschied, ob ein Design mit bravour bestehen würde oder ob es lediglich eine "Fast-Lösung" darstellte.
Entschuldigungen wie "Fehler passieren halt" oder "Am Ende weiss man immer mehr" nachdem ein Design daneben ging bedeuten ganz einfach, dass man seine Hausaufgaben nicht im Voraus gemacht hat.
Was Sie bei uns bestellen, benötigen und bekommen Sie mit einwandfreier Funktionalität. Jeder Fehler ist vermeidbar.
Dieses während über 30 Jahren hart gewonnene Wissen können Sie durch uns nutzen. Wir würden uns freuen, für Sie tätig zu sein.
Produkte Gruppen:
Die folgenden Beschreibungen sind Beispiele von Produkten, die wir in der Vergangenheit hergestellt haben, einige davon auch mehrmals bzw. in kleinen Stückzahlen.
Für neue Entwicklungen drücken Sie bitte den Knopf "Service".
Maschinen-Software
Mechanische Einheiten
Elektronik
Maschinen-Software
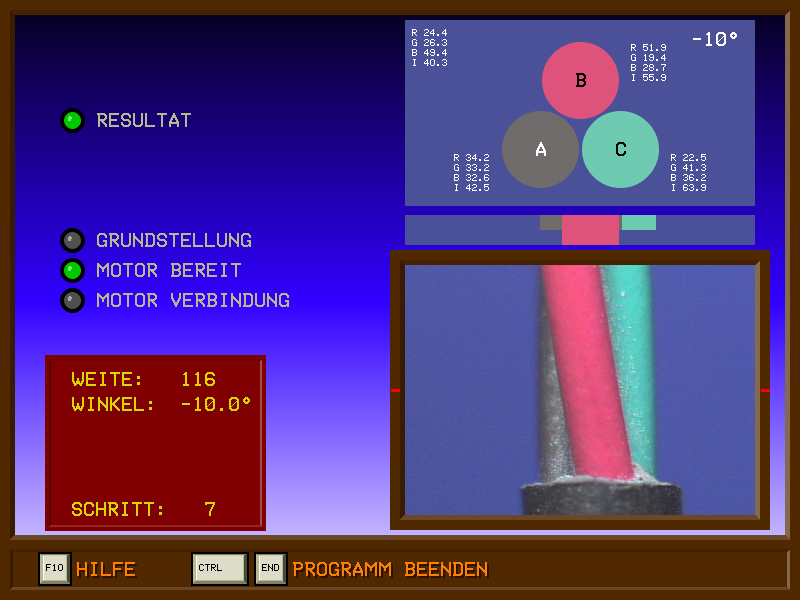
Comparative Color Evaluation System CCES
|
Dieses System wird auf Kabelverarbeitungs-Maschinen eingesetzt, um mehrpolige elektrische Leitungen gemäss den Ader-Farben so zu drehen, dass sie für den weiteren Prozess richtig verarbeitet werden können. Dieser Prozess ist im Allgemeinen bekannt als Farbrundrichten. Meistens handelt es sich um Mantel-Leitungen, es können aber auch Twisted Leitungen ohne Mantel sein. Standard Ausführungen können 2-, 3- und 4-polige Leitungen richten. Die Adern können ein- oder zweifarbig sein. Mehr als 4 Adern sind möglich, sofern diese kreisförmig angeordnet sind. Bestandteil dieses Systems ist ein PC und bis zu vier angeschlossene Kameras, um beide Kabelenden zu richten und diese nach dem Aufspreizen der einzelnen Adern nochmals zu prüfen. Der PC steuert einen bzw. zwei Schrittmotoren, um die Kabelenden in die gewünschte Lage zu drehen. |
Der PC kommuniziert mit der übergeordneten Maschinen-Steuerung des Kunden und verhält sich als Slave. Die Art dieser Verbindung ist sehr flexibel.
Sie haben die Wahl zwischen SPS E/A, RS-232, RS-485, CAN und/oder Ethernet.
Andere Bus-Systeme können auf Anfrage integriert werden.
Die Ethernet-Option ermöglicht es, das System zur Protokollierung von Statistiken in ein Firmen-internes Netzwerk einzubinden oder via Internet eine Fern-Wartung durchzuführen.
Mechanik:
Die mechanische Einheit, die das Kabel fasst und dreht, ist oft eine Konstruktion des Kunden als Teil seiner Maschine. Wenn Sie sich aber lieber auf unsere 30-jährige Erfahrung im Farbrundrichten stützen wollen, können wir Ihnen unsere Station anbieten. Diese finden Sie unter "Mechanische Einheiten" weiter unten auf dieser Seite.
Für mehr Details: Broschüre als PDF (8 Seiten)
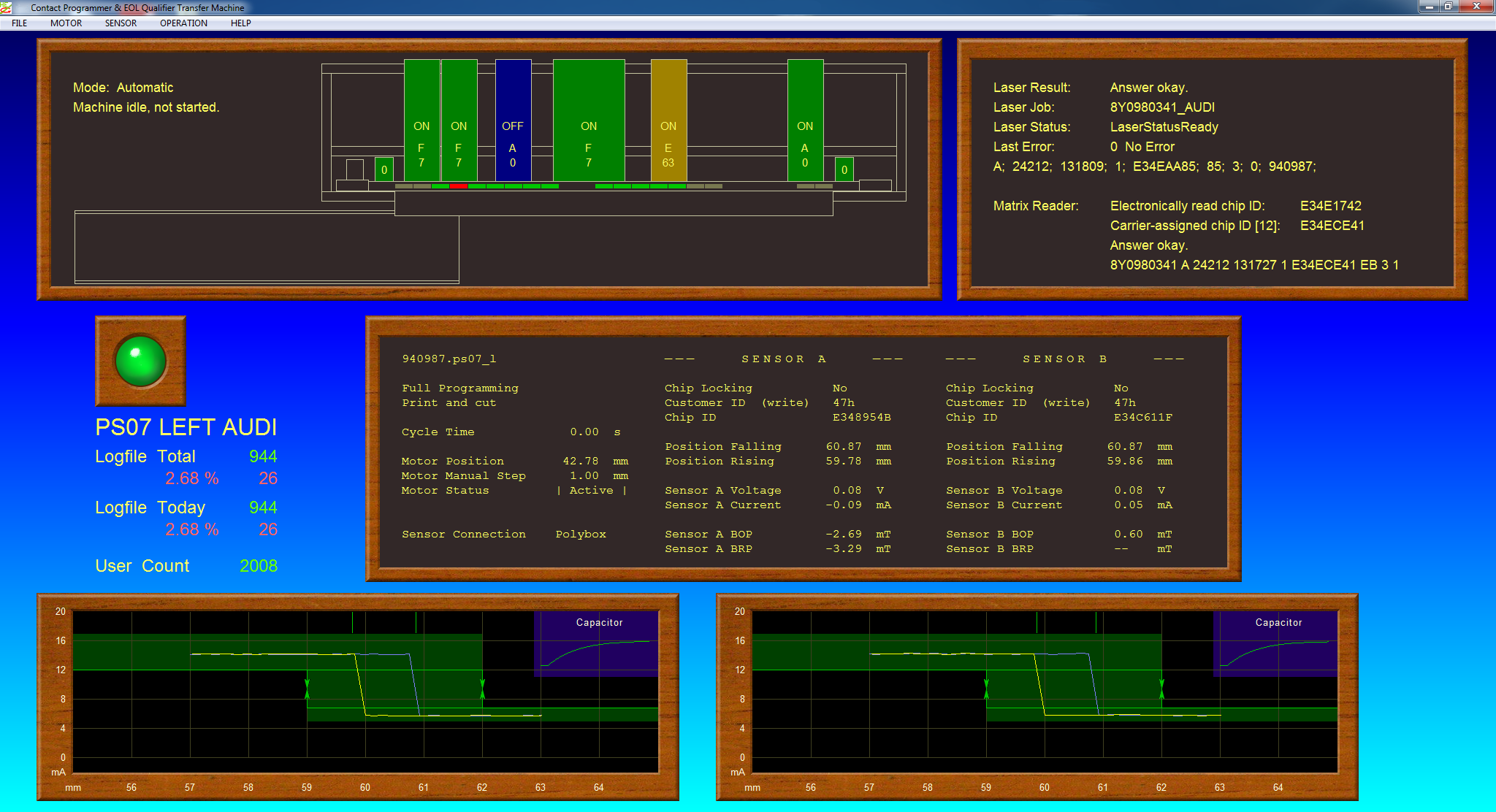
Kleine Transferstrassen-Maschine, Bedien- und Steuerungsprogramm für 6 Stationen
|
Dies ist die Bedienoberfläche und das Steuerungsprogramm für die Transferstrassen-Maschine, die 2018 von uns gebaut und Anfang 2019 in der Zweigniederlassung der Firma Polycontact AG in Rumänien in Betrieb genommen wurde. Sie hat sechs Stationen und ist — ohne Förderband — 3,5 m lang. Es werden drei Arten von Hall-Sensoren mit verschiedenen Kunststoffgehäusen bearbeitet. Der Zweck ist, diese Sensoren zu programmieren, End of Line zu testen und bei gutem Resultat die Teile mit einem Laser zu bedrucken. Der Druck besteht aus einem Data Matrix Code und ein paar Zeilen Text. Der Transfer besteht aus losen 100 x 30 mm Trägern, die auf einem schmalen Band oben von rechts nach links von Station zu Station transportiert werden. Am linken Ende werden die Träger auf die untere Ebene umgesetzt, wo sie auf dem selben Band wieder zum rechten Ende gelangen. Vor dem Auswerfen wird eine zusätzlich Sicherheitsprüfung durchgeführt. Am Schluss landen die guten Produkte zu 25er Losen gruppiert auf dem Förderband am linken Ende. Das grafische User-Interface ist in C mit eigenen Funktionen ohne Fremd-Bibliotheken geschrieben. Die Bedienung erfolgt mittels Maus und Tastatur. Ein- und Ausgänge werden via CAN Bus betrieben. Stationen von rechts nach links: 1. Einlegen 2. Programmieren und EOL testen 3. Laser bedrucken 4. Kunststoff Fuss aufklipsen und Höhenprüfung 5. a) Data Matrix mit Kamera zurücklesen und prüfen 5. b) Bei schlechten Teilen das Kabel abschneiden 6. Gute Teile auf Förderband ablegen, schlechte Teile trennen. Siehe auch das Video weiter unten: Linear Transfer Träger End-Umsetzer |
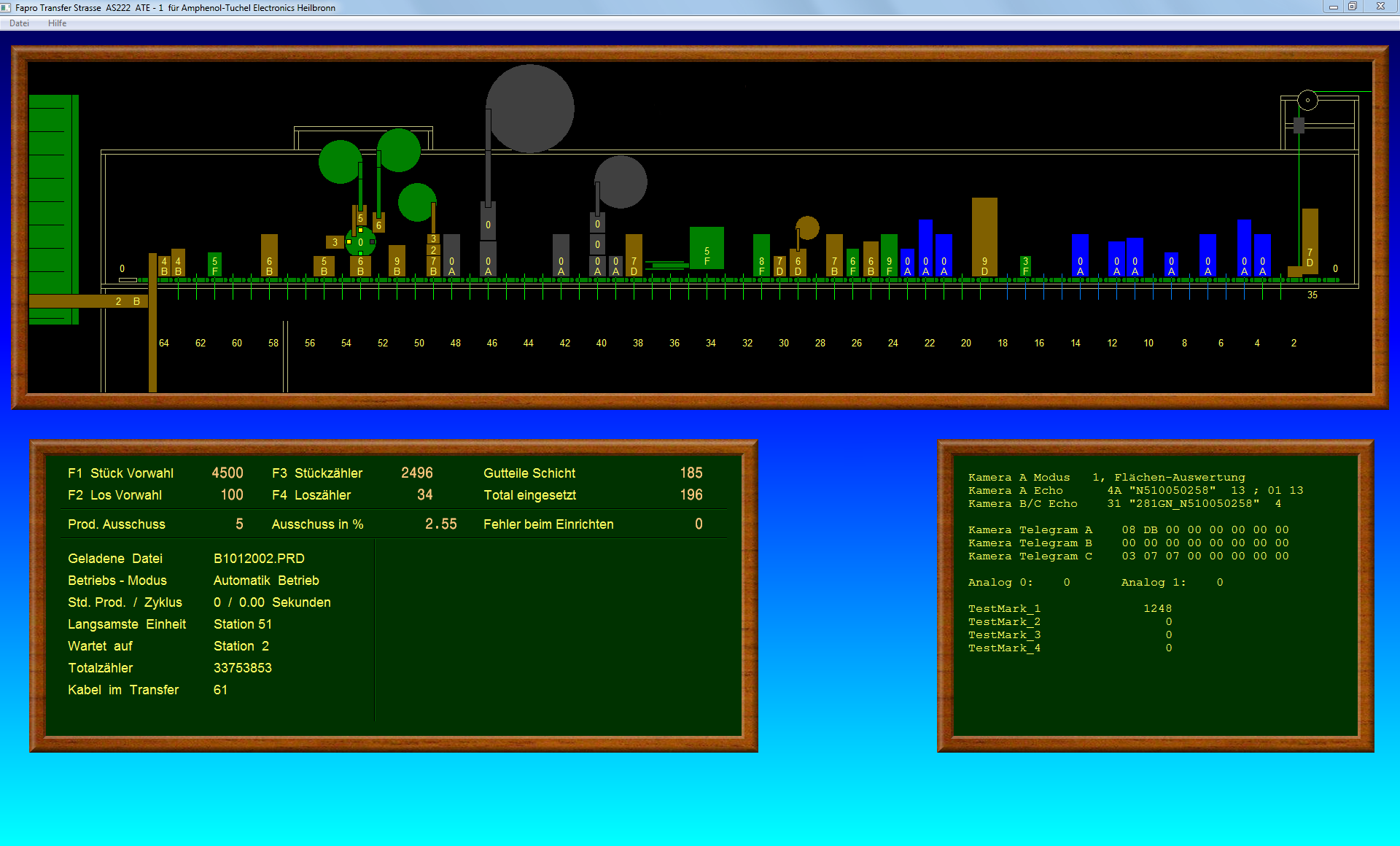
Grosse Transferstrassen-Maschine, Bedien- und Steuerungsprogramm für 45 Stationen
|
Dies ist die Bedienoberfläche und das Steuerungsprogramm für eine grosse Transferstrassen-Maschine, welche 2001 für die Firma Amphenol-Tuchel Electronics in Heilbronn gebaut wurde und dann 2014 diese neue Software von uns bekam. Sie hat 45 Stationen und ist — ohne Förderband links und Kabel Abrollgerät rechts — 10 m lang. Auf dieser Anlage werden vollautomatisch verschiedene Ausführungen eines Airbag Zündkabels für Automobile hergestellt. Durch An- bzw. Abwahl diverser Stationen wird das Endprodukt bestimmt. Mit der Farbdarstellung plus der Anzeige des Status und dem momentanen Schritt von jeder einzelnen Station kann die Bedienperson sehr einfach erkennen, was gerade läuft. Der Transfer besteht aus unabhängigen 140 x 20 mm Trägern, die mittels drei Rollen in einer Schiene geführt werden. Sie stossen einander von rechts nach links. Die Antriebe und die Bremsen sind pneumatisch ausgeführt. Am linken Ende werden die Träger auf die untere Ebene umgeschwenkt, wo sie auf dieselbe Art wieder zum rechten Ende gelangen. In dieser Maschine befinden sich auch zwei unserer Farbrundricht Stationen und eine Prüfeinheit mit Kamera für das richtige Crimpen und Zusammensetzen des Steckers mit einem Ferritkern. Genau wie im obigen Beispiel ist das User-Interface in C geschrieben. Die Bedienung erfolgt mittels Maus und Tastatur. Ein- und Ausgänge werden auch auf dieser Anlage via CAN Bus betrieben. Mit einem Rechtsklick können Sie wählen, das Bild in voller Bildschirm- Grösse anzuzeigen, damit mehr Details ersichtlich sind. |
Nach oben Home
Mechanische Einheiten
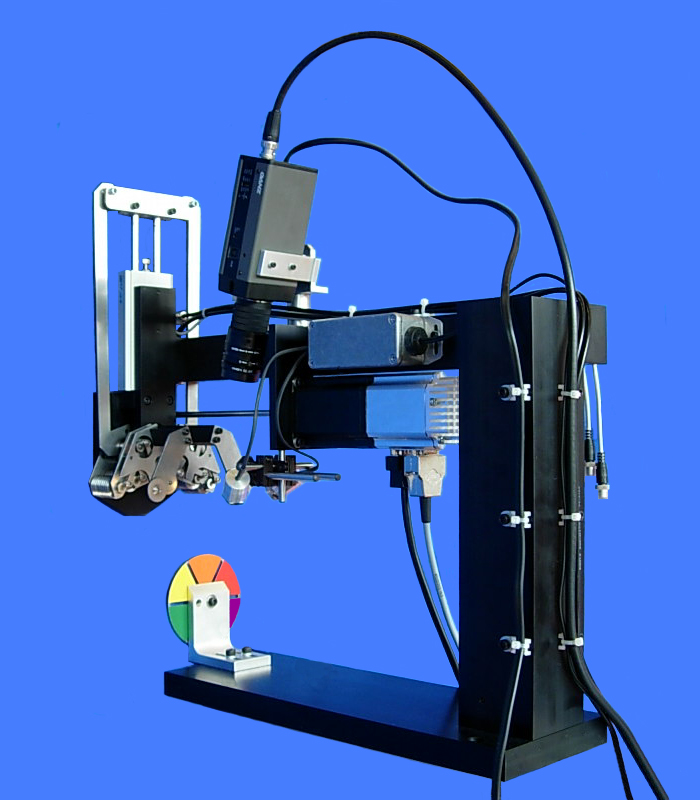
Farbrundricht Station
|
Diese Station wird auf Kabelverarbeitungs-Maschinen eingesetzt, um mehrpolige elektrische Leitungen gemäss den Ader-Farben so zu drehen, dass sie für den weiteren Prozess in der richtigen Position sind. Mit einer Breite von nur 120mm kann sie gut in jede Anlage integriert werden. Eine komplett neu entwickelter Drehmechanismus ohne Riemen macht es möglich, auch gebogene Kabel ohne aufwändige Vorzentrierung exakt zu fassen. Ein weiteres Ziel dieses Designs war es, dem Drehen von Mantellosen Twisted-Pair Leitungen voll Rechnung zu tragen, da Antriebe mit Riemen oder flachen Backen oft an die Grenzen stossen. Die Kabel werden von vier um 90° versetzten Walzen, die absolut synchron getrieben werden, gefasst und gedreht. Durch eine drehbare Scheibe kann mit einem Handgriff eine von sechs verschiedenen Hintergrundfarben gewählt werden. Zusammen mit dem Vision System CCES ist eine komplett funktionierende Einheit verfügbar. Für mehr Details bezüglich Ihrer Anwendung nehmen Sie bitte mit uns Kontakt auf. |
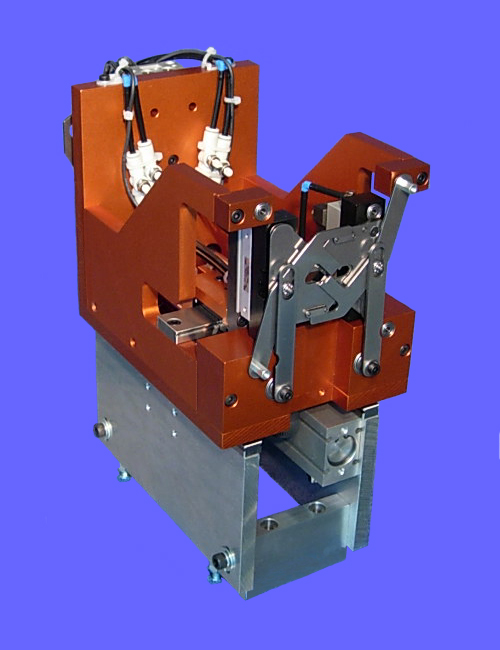
Universal Ader Spreiz Station 2- bis 4-adrig
|
Verwendung: Diese Station wird auf Kabelverarbeitungs-Maschinen eingesetzt, um die Adern von mehrpoligen elektrischen Mantelleitungen waagrecht zu spreizen, damit sie für den weiteren Prozess verarbeitet werden können. Mit einer Breite von nur 130mm kann die Station gut in jede Anlage integriert werden. Die Vorgaben für die Entwicklung dieser Station waren folgende: – Ader-Durchmesser von 1mm bis 5mm ohne Werkzeugwechsel – 2-, 3- und 4-adrige Leitungen spreizen ohne Werkzeugwechsel – Ein Kabel Winkelfehler von 20° muss tolerierbar sein – Absolut kein Klemmen oder Quetschen der Adern Ergebnis: Alle Vorgaben erreicht ! Prinzip und Kräftewirkung: 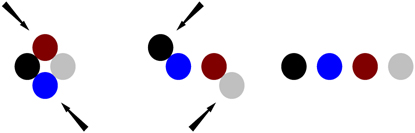
|
Im Foto sehen Sie, dass man guten Freiraum hat, von oben sowie von unten hinter die Spreizwerkzeuge und so an die gespreizten Adern zu gelangen.
Umrüsten:
Für verschiedene Ader Isolations-Durchmesser wird lediglich ein Drehknopf mit Federrastung verstellt. Eine Rastung entspricht einer Änderung von 0,05mm.
Die Umschaltung für verschiedene Polzahlen ist nichts weiter als ein Modus-Wechsel in der Ablaufsteuerung, bedingt also keinen mechanischen Eingriff in die Station.
Will man die Anordnung der Adern zum Teil anders haben, könnte ein gespiegelter Werkzeugsatz nötig sein, vorallem beim 4-Pol. Ein Umbau auf den gespiegelten Werkzeugsatz dauert ca. 5 Minuten.
Für mehr Details bezüglich Ihrer Anwendung nehmen Sie bitte mit uns Kontakt auf.
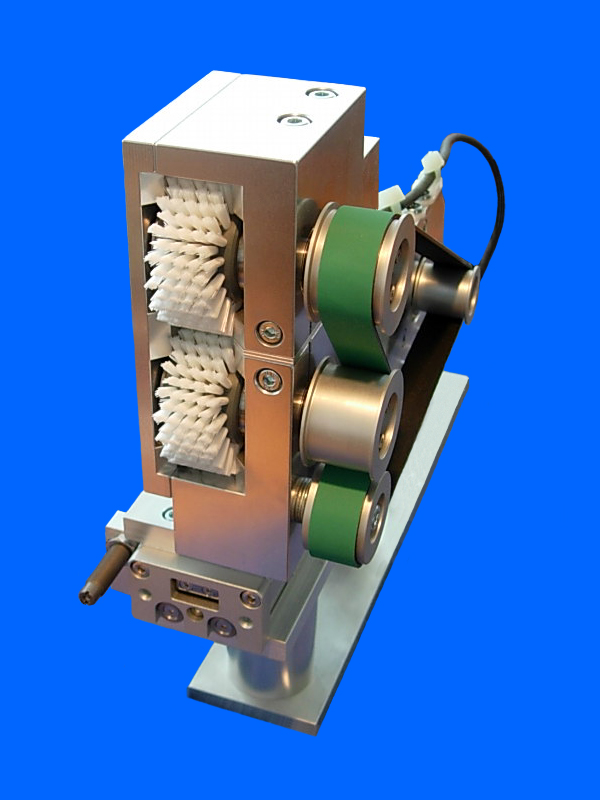
Ader Bürst Station
|
Verwendung Auch diese Station wird auf Kabelverarbeitungs-Maschinen eingesetzt. Der Zweck ist, die Adern von abgemanteltem Kabel von Talkum zu befreien. Dies dient zum einen der verbesserten Sichtbarkeit der Aderisolationen für Kameras, die das Kabel richten und eventuell auf Beschädigungen überprüfen müssen. Ein zweiter Grund ist, das Talkum zu entfernen bevor es unnötig die Verarbeitungsanlage verschmutzt. Arbeitsweise Zwei übereinander liegende Rundbürsten sind in eine Saugkammer integriert, an der von hinten der Schlauch eines Industrie Staubsaugers angeschlossen wird. Der Staubsauger saugt das Talkum ab. Das zu reinigende Kabel befindet sich vor der Station auf der Höhe zwischen den Bürsten. Die Bürsten drehen gegeneinander so, dass die Bürstrichtung nach hinten zum Absaugschlauch führt. Während die Bürsten am Drehen sind, werden sie durch einen pneumatischen Schlitten nach vorne und somit über und unter die Kabel-Adern gefahren. Vorne angekommen halten sie weiter drehend kurz inne, um danach wieder nach hinten zu fahren. |
ZA 900, 1990 von uns gebaut, 2023 wieder entdeckt
|
War schön, dies nach 33 Jahren wiederzusehen Man sieht der Maschine an, dass sie über drei jahrzehnte gedient hat. Sie wurde auch mehrmals weiterverkauft. Scheint ein Arbeitstier mit viel Ausdauer zu sein. |
Linear Transfer Träger End-Umsetzer
|
Beschreibung Dies ist der linke Träger End-Umsetzer von der Transfer Strasse, die wir im Jahr 2018 gebaut haben und die seitdem in Rumänien die End of Line Prüfung sowie die Laserbeschriftung von Auto Sitzpositions-Schaltern durchführt. Es ist ein Beispiel für kreative Lösungen, mit denen wir erhebliche Kosteneinsparungen erzielen. Die ganze Einheit besteht aus lediglich zwei pneumatischen Schlitten und einem passiven Haken, der die Träger einfängt und diese so aus der Transferlinie ziehen kann. Die Kamera ist hinter der Maschine. Etwas, was man nicht jeden Tag sieht und es macht Spass, zuzusehen. |
Kostengünstige Umsetzung einer Teile-Arretierung
|
Beschreibung Dieses Video zeigt erneut auf, wie wir mit guten Ideen sowohl Kosten wie auch Platz einsparen. Das heisst wir können preiswerter und kleiner bauen. In diesem Beispiel muss ein Hall Sensor geprüft werden. Um dieses Kunststoffgehäuse auf vier Seiten genau zu positionieren und so zu halten, braucht es eine horizontale und eine verikale Bewegung des Haltewerkzeugs. Mittels einem federnden Parallelogramm erzielen wir beide Hübe mit nur einem Schlitten. Auch wird die zu erreichende Endposition mit nur einer Schaltfahne und einem einzigen Initiator überwacht. Ist das Teil in einer falschen Lage oder wäre es im Nest gar nicht vorhanden, würde dies zuverlässig erkannt. |
Nach oben Home
Elektronik
Als Beispiele sehen Sie hier ein paar Elektronik Einheiten, die vorwiegend in unseren End of Line Testgeräten eingesetzt werden.
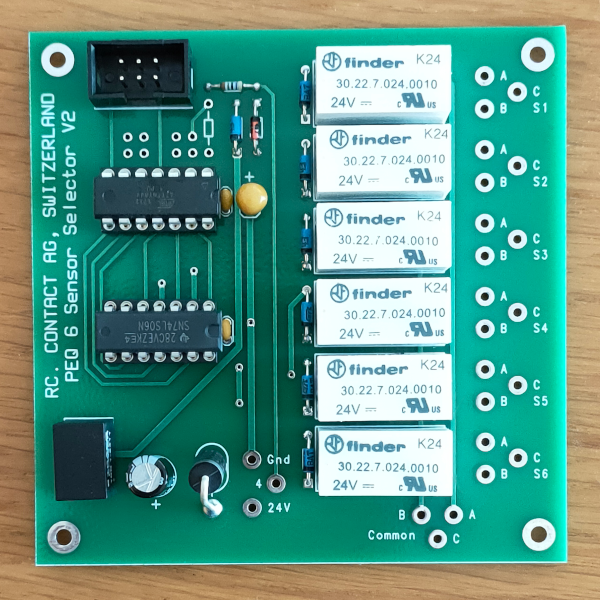
6-Fach Sensor Selektor
|
Verwendung Mit dieser Platine wird mit einem einzigen gepulsten Signal entweder keines oder eins von sechs Relais eingeschaltet. Dies wählt und verbindet jeweils einen Sensor zu einem Messeingang, womit so alle einzeln und nacheinander geprüft werden können. Das Herz der Einheit ist ein Atmel ATTINY84 Microprozessor. Die Kommunikation erfolgt mit einem einfachen Pulsweiten Protokoll. In dieser Anwendung war es eine bessere Lösung als sechs Steuerungs-Ausgänge zu benutzen, denn diese waren nicht vorhanden. |
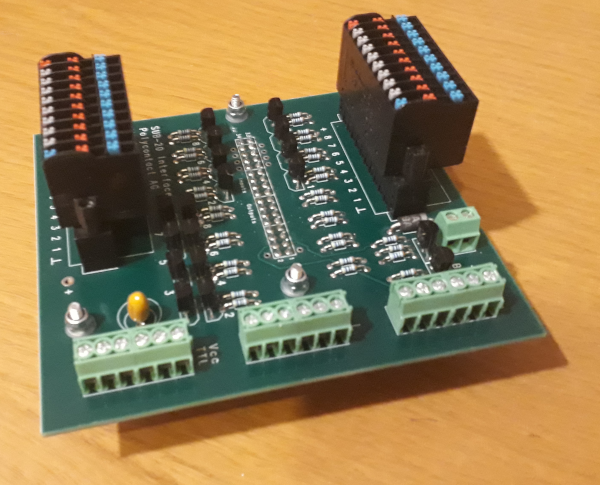
5 bis 24 Volt Eingangs- und Ausgangs-Interface
|
Verwendung Unter dieser Platine befindet sich ein sehr nützlicher SUB-20 Multi Interface USB Adapter von der Firma Dimax, von dem wir hier nur einen Bruchteil der Möglichkeiten benutzen. Er arbeitet mit der 5 Volt USB Versorgung. Sie sehen die Verbindung zu dieser Einheit darunter über 2 Reihen mit 17 Lötanschlüssen ungefähr in der Mitte zwischen den Schrauben. Oft benötigen wir für die kleineren Tischgeräte ein paar 24 Volt Ein- und Ausgänge, die mit einem PC kommunizieren. Da praktisch alle unsere Anwendungen über Bildschirm, Maus und Tastatur verfügen müssen, verwenden wir seit den 90er Jahren keine SPS mehr. Die Ausnahme ist seit kurzem aber der Einsatz von Controllinos. In dieser Anwendung handelt es sich um 8 Eingange, 8 Ausgänge und ein sogenanntes One-Wire Bus Interface, um eine End of Line Prüfung für LED Steuerungen durchzuführen. Das direkte Anschliessen von Sensoren und Ventilen ist mit den 3-Reihen Klemmen von Weidmüller sehr praktisch und mit minimalem Verdrahtungsaufwand verbunden. |
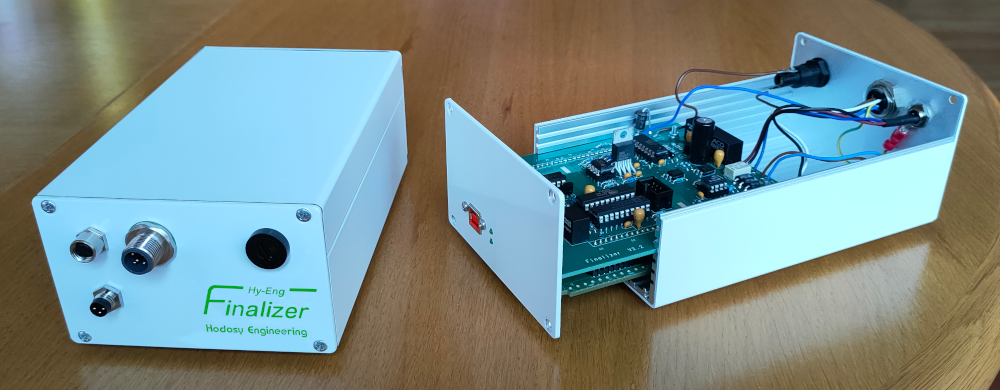
Datenakquisition & Messgerät: Hy-Eng Finalizer
|
Verwendung Die obere Platine, je nach Aufgabe wählbar, ist die Schnittstelle zu diversen Messaufgaben für Produkte-Tests in unseren End of Line Prüfstationen. Darunter befindet sich ein USB-1608GX-2AO-OEM DAQ Board von der Measurement Computing Corporation, die 2023 in die Firma Digilent Inc. integriert wurde. Das USB-1608GX-2AO-OEM ist ein hervorragendes Produkt, welches zu 100% hält was das Datenblatt verspricht und noch nie Probleme verursacht hat. Die C Bibliothek ist intuitiv und erlaubt die volle Kontrolle über jedes Detail, was keine Wünsche offen lässt. Trotzdem wurde sie einfach gehalten, sodass man sich voll auf die eigentliche Aufgabe konzentrieren kann. – 16 Stück 16-Bit Analog Eingänge, 500 kS/s – 2 Stück 16-Bit Analog Ausgänge, 500 kS/s – 8 Stück Digital E/A – 2 Stück Zähler Eingänge – 1 Stück Timer Ausgang |
Falls Sie auf Ihre Bedürfnisse abgestimmte Elektronik brauchen, klicken Sie bitte auf "Service" oder fragen Sie uns an.
Nach oben Home